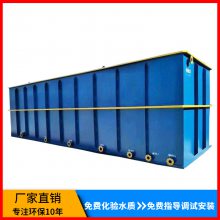
| 加工定制:是 | 处理污水量:10m3/h | 品牌:碧利源 |
| 订货号:2020070709 | 货号:2020070709 | 型号:GS-15 |
| 臭氧用量:10g/h | 空气量:100m3/min | 贮气罐容积:110m3 |
| 流量计规格:10-80m3/h | 出水管口径:110mm | 进水管口径:110mm |
| 外形尺寸:4500*2300*1800cm | 曝气机功率:1.1kw | 水泵功率:0.37kw |
| 规格:10-80 | 是否跨境货源:否 |

在机械加工、金属冷轧压延行业中使用大量的切削液用来冷却和润滑刀具和加工件的工业用液体。
然而切削液长时间使用后会因为高温和微生物的作用而发生变质失效,从而产生高浓度切削液废水和工件清洗工段产生的低浓度切削液废水。
切削液废水排放不处理,会对环境产生非常严重的污染。我国制定的国家危险废物名录中明确规定切削液作为乳化液属于危险废物,所以切削液废水必须要按照国家排放标准,进行严格的处理。然而切削液废水怎么处理成为很多企业的难题
油基切削液的废液处理
油基切削液一般不会发臭变质,其更换切削液的原因主要是由于切削液的化学变化、切屑混入量增大、机床润滑油的大量漏入及水的混入等原因,对此可采取如下措施:
1)改善油基切削液的净化装置。
2)定期清理油基切削液箱中的切屑。
3)通过检修机床防止润滑油漏入。
4)定期补充切削润滑添加剂。
5)加热去除水份,并经沉演过滤后加入一些切削油润滑添加剂,即可恢复质量,继续使用。
油基切削液最终的废油处理一般是燃烧处理。为了节省资源,也可对废油进行再生